| 品牌:郑州华菱超硬 | 型号:BN-H10牌号,BN-H20牌号 | 类型:粗精车均可 |
| 材质:聚晶立方氮化硼 | 适用机床:车床 | 标准编号:hlcbn |
| 车刀角度:标准可选度 | 是否进口:否 | 是否涂层:非涂层 |
| 规格:整体式刀具,焊接复合式 | 加工范围:硬度HRC45以上 | 是否库存:库存 |
| 是否批发:批发 |
精加工HRC55淬硬钢车刀-车加工淬硬钢CBN氮化硼刀具
如果您在精加工HRC55淬硬钢等零件时,出现车刀不耐磨、崩刃、掉块、车不动等问题,欢迎致电郑州华菱销售部谭春萍 15670623393 我们会时间为您选择***的刀具配方案和精车加工参数。并全程技术跟踪服务!
淬火后的淬硬钢硬度可达55度以上,包括HRC58/HRC60/HRC61等,属于难加工类材料。CBN氮化硼数控车刀,耐磨性好,红硬性高,在高温下,无崩刀烧刀现象,可实现高速精车,以车代磨等高效率精车淬硬钢,CBN氮化硼刀具是目前精车淬硬钢的数控刀具。

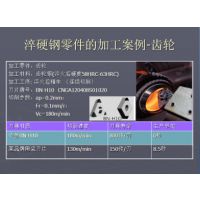
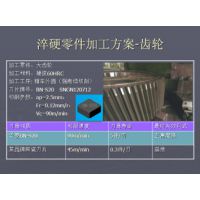
CBN氮化硼车刀可以加工淬硬钢,如果该淬硬钢硬度大于45HRC,加工效果会更好。切削速度一般在80~120m/min,其硬度越高,切削的速度就需要选择***值。如果硬度为70HRC的工件,那么,其切削速度选60~80m/min,切削深度在0.2mm左右,进给量在0.2mm/r左右,精加工后的工件表面粗糙度为Ra0.3~0.6μm,尺寸精度可达0.013mm。若能采用刚性好的标准数控车床加工,PCBN刀具的刚性好和刃口锋利,则精车后的工件表面粗糙度才能***,尺寸精度会更高,从而能达到用数控磨床加工的***水平。在使用CBN刀具加工材料时,还要选用合适的切削用量,并且根据机床、工件等各方面来进行选择使用参数。如果不按照其参数进行使用,很容易导致刀杆变形,甚至报废。
华菱超硬,打造民族刀具品牌。为了解决淬硬钢的刀具难题,华菱超硬推出了一种专门用来精加工淬硬钢的数控车刀。这种车刀拥有三种牌号(BN-H10牌号,BN-H20牌号,BN-S20牌号),规格齐全,能在很大程度上满足了不同厂家的多种需求。
华菱超硬三种牌号的数控刀具在精车淬硬钢方面分工明确,如下:
BN-H10 牌号的数控刀具在精车淬硬钢和高强度铸铁方面效*** ,能够实现高速精车,耐磨损性和耐崩损性均衡,可用于精加工工业上的轴承,齿轮,齿轮轴,极速联轴器等零件,以及精加工珠光体球墨铸铁等淬火后的材料,***。
BN-H20 牌号数控刀具:特别适合精车淬硬钢等难精车材料,此牌号的数控刀具具有多种夹紧方式,使用更加灵活。可订制多刃口数量,在更大程度上提高精车效率,避免频繁换刀造成的时间浪费。能够***平衡刀具的耐磨损性和耐崩损性。 具体可用于精车刹车盘,制动鼓,铸铁零件,淬硬钢齿轮等零件。
BN-S20牌号的数控刀具:主要应对精车淬硬钢、高强度钢,轧制硬钢、耐热耐磨钢、镍硬合金及表面硬化材料等方面 ,在精车淬硬钢和高强度钢时具有优异的耐热冲击性和耐磨性。 在精车淬硬钢轧辊,丝杠,风电轴承,高速钢轧辊,石油转杆耐磨层等方面应用广泛。
常见的牌号及型号有:BN-H10 CNGA120408,CNGA120404,BN-H20 WNGA080408,BN-H20 WNGA080404,BN-H10 VNGA160404,BN-H20 VNGA160408,BN-H20 DNGA150408等。
郑州华菱超硬材料有限公司:高硬度材料精加工难题解决专家。
我们将以最规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值超越契约。
华菱超硬数控刀具以良好的使用性能,一直受淬硬钢厂家的青睐。它能满足高速精加工淬硬钢的精加工要求。三种牌号的CBN氮化硼刀具专门用于高速精加工淬硬钢,满足您的各种精加工需求,高速高精度精加工淬硬钢已经成为现实。
华菱微信公众号:郑州华菱超硬材料有限公司
联系人:谭春萍
手机:15670623393
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具: